


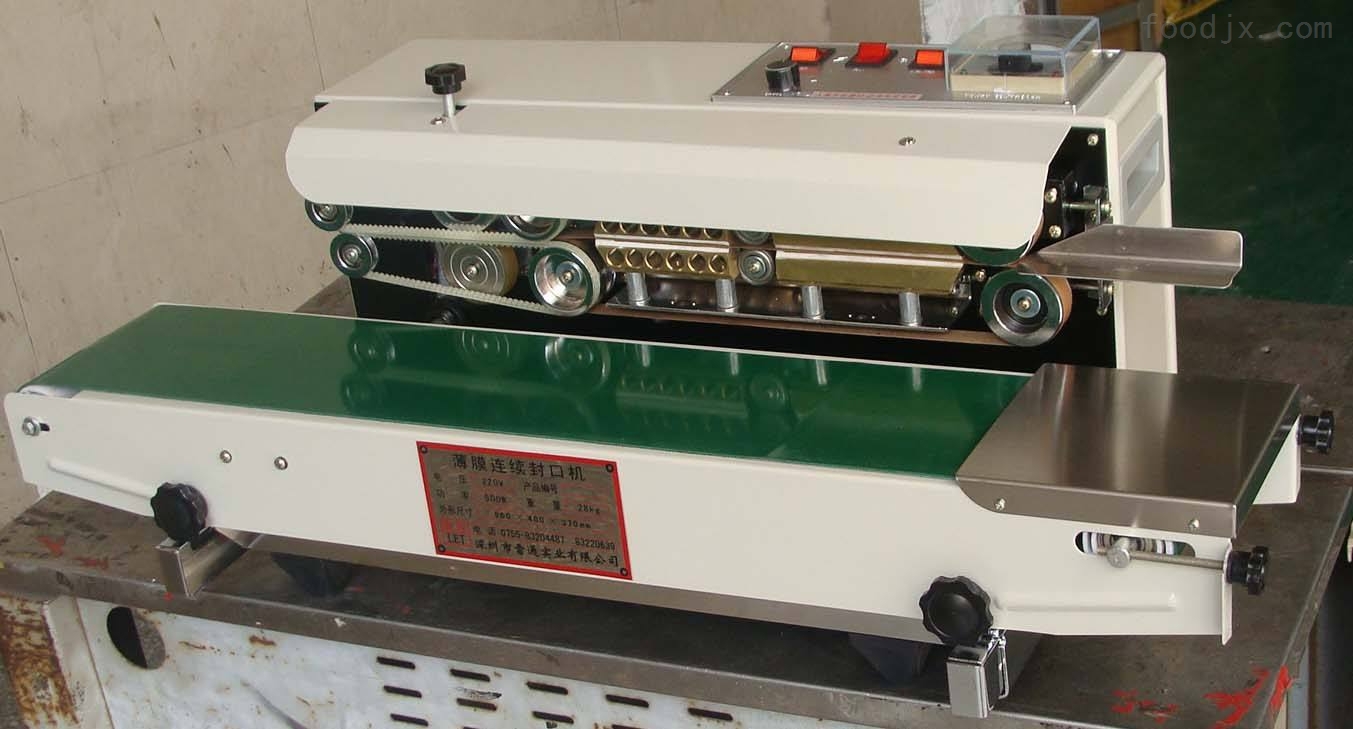
封口机是将充填有包装物的容器进行封口的机械,在产品装入包装容器后,为了使产品得以密封保存,保持产品质量,避免产品流失,需要对包装容器进行封口,这种操作是在封口机上完成的。
1热封温度不够
通常情况下,以OPP为里料的复合袋,当制袋总厚度为80~90μm时,热封温度要达到170~180℃;以PE为里料的复合袋制袋总厚度为85~100μm时,温度宜控制在180~200℃。只要制袋总厚度有所增加,热封温度就必须相应提高。
2热封速度过快
封不上口还与封口机速度快慢有关。如果速度过快,封口处还未来得及热化就被牵引辊传送至冷压处进行冷却处理了,自然达不到热封质量要求。
3冷压胶轮压力不合适
冷压胶轮上下各有一个,它们之间的压力要适中,调节压力时只需夹紧弹簧即可。
4热封薄膜质量有问题
封口封不上还与热封薄膜质量有关,如果复合里料电晕处理不均匀,效果不好,并恰好出现在封口处,肯定无法封口。这种情况很少见,然而一旦出现,产品必然报废。所以在彩印包装行业,是下道工序监督上道工序,一发现质量问题,必须及时分析起因并加以解决。
本文地址: https://www.xsyiq.com/15259.html
网站内容如侵犯了您的权益,请联系我们删除。
上一篇: 纯净水灌装生产线工作流程-百科
下一篇: 真空和面机-百科
