一、Au脆现象的发现
Au是抗氧化性很强的金属,钎料对它有很好的润湿性。但如果钎料中Au的含量超过3%,焊出来的焊点就会变脆,机械强度下降。为此,美国宇航局(NASA)把除掉Au规定为焊接工作的一项义务。Au引起的接合部分脆化问题,在贝尔研究所的弗·高尔顿·福斯勤和马尔丁-欧兰德公司的杰·德·凯列尔等的研究报告中都有详细的分析。一般情况下,焊接时间很短,几秒内即可完成,所以Au不能在钎料中均匀地扩散,这样就会在局部形成高浓度层,这层的强度最低。此外,Au在焊接后光泽变差,颜色发白,从表面看很像冷接合或虚焊。在光亮镀Au时,会在镀层界面产生由聚积物引起的裂纹。由于Au的价值很贵,所以一般都镀得很薄,在0.1μm左右。这样薄的镀层,无论是测量还是厚度控制,都是很困难的。另外,因为很难搞清Au的覆盖层到底是多孔海绵状的还是细致而均匀的,所以镀Au后的基板质量能否有保证还存在疑问。镀Au还有一个缺点,即容易给人造成错觉,让人误以为钎料很容易在Au的表面润湿,所以焊接效果也会很理想,但实际上焊点却往往并没有焊好。另一个问题是PCB上的Au厚度是难于控制的。Au层可能太薄(如致密布线的区域)或太厚(如在绝缘电路中)。后者会使Au产生脆化,如焊点中金含量>3wt%时,在较大PCB(>250mm×250mm)组装较大BGA(>25mm×25mm)的情况下,PCB的厚度应至少提高到2mm,以使PCB弯曲和挠曲现象达到最低水平。这样就可以降低或消除由于PCB的弯曲和挠曲导致的机械应力所造成的界面间失效。
二、焊点中Au含量对脆性的影响
在焊接过程中,Au溶解到钎料中,在凝固时析出AuSn4并均匀地分布在钎料中,BGA、CSP等在再流焊接的焊点中,Au的浓度通常都不会超过1wt%,故这些焊点通常不会变脆。但近来据有关文献报导,在焊点固相老化过程中,析出的AuSn4颗粒会从钎料内部向钎料和Cu间的界面运动,并在界面处导致脆性断裂。含有Au的由Sn37Pb钎料构成的焊点的机械性能(拉伸、剪切强度和延伸率)是随Au含量的不同而不同的。当Au的浓度低于Sn37Pb钎料的固体溶解度时,焊点的机械性能便随Au含量的增加而增加,达到最大的溶解度。此后焊点的机械强度将随Au含量的进一步增加而降低,延伸率随Au含量的增加而增加,在约3wt%处达到峰值,并在6wt%处急剧降低。据国外有关专家对该类焊点失效的数据统计和观察,通常认为Au的浓度应限制在3wt%为宜。W.Reidel的研究试验表明,当PBGA在ENIG Ni/Au表面贴装并按常规再流焊接,再在150℃温度下烘烤两周后进行第二次再流焊接。针对不同的阶段和条件,由焊点切片的SEM图可见:(1)刚再流焊后的试样,在钎料和PCB基板焊盘界面仅有一薄的Ni3Sn4层,在钎料中有AuSn4颗粒,如图1(a)所示。(2)经烘烤后的试样,Ni3Sn4层长大,AuSn4从钎料内部向钎料和PCB基板的界面迁移。由于金属间化合物中Au和Sn的比为1:4,所以即使很少量的Au也会生成较厚的AuSn4层,如图1(b)所示。(3)经烘烤后再进行再流焊接的试样焊点,AuSn4化合物层从界面溶解进入焊点,如图1(c)所示。

图1 焊点在不同条件下的切面SEM图
W.Reidel在研究试验中,还采用4点弯曲方式对上述3种条件进行进一步的测试,得到以上3种条件下的断裂载荷分别为45磅、30磅和45磅。其中(1)和(3)的断裂模式是相同的,是在焊点和PCB焊盘之间发生了劈裂,尤其是断裂发生在Ni3Sn4化合物层和富磷层之间的界面上,脆性界面断裂和ENIG镀层有关。而条件(2)在焊球和PCB焊盘,以及焊球和BGA焊盘的界面都发生断裂,而BGA焊盘的镀层为电解EG Ni/Au,在这一界面的脆性断裂与ENIG无关。PBGA组装件在150℃老化两周后的金脆,表明主裂纹在Au-Sn化合物和Ni-Sn化合物间扩展,裂纹穿过了Ni3Sn4化合物和Ni(P)+层,如图2(a)所示。图2(a),(b)所示为PBGA一侧的SEM图。图中亮的区域为AuSn4化合物,暗的区域为Ni3Sn4化合物,亮的斑点为富Pb钎料。图2(c),(d)所示为PCB一侧的断裂表面的SEM图。图中亮的区域为Ni3Sn4化合物,暗的区域为Ni-P,亮点为富Pb钎料。

图2 PBGA组装件在150℃老化两周后的金脆
老化后PBGA组装件的断裂位置如图3所示。老化断裂方式与上两种不同,它是在界面处的分层断裂,而不是钎料的脆性断裂。剪切测试证实脆性界面断裂是由烘烤过程中Au-Sn金属间化合物的再析出造成的。按照试验样品的实际尺寸,实际估算出在钎料中Au的浓度约为0.1wt%,远远小于3wt%(Au脆的浓度极限)。
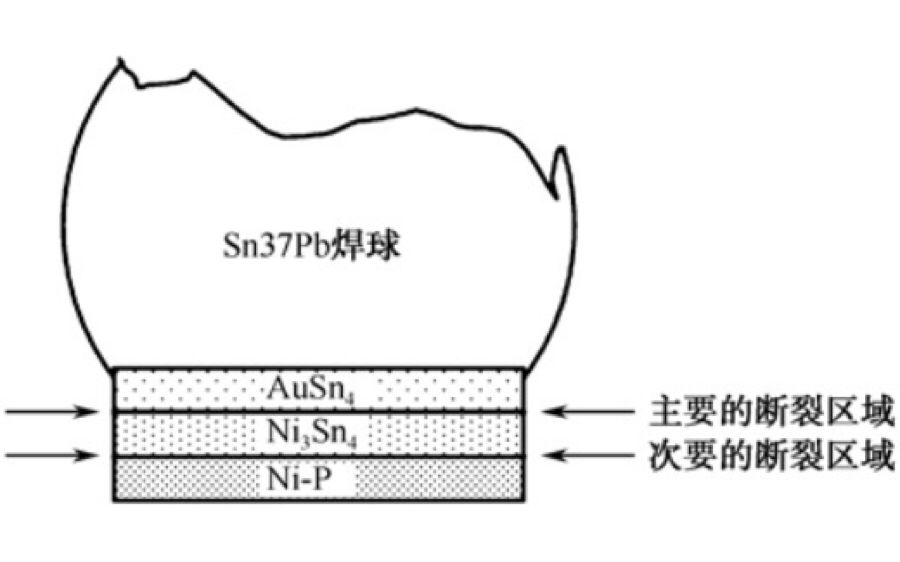
图3 老化后PBGA组装件的断裂位置
三、Au脆现象发生的冶金机制
针对上述W.Reidel的研究试验结果,对冶金机制可做如下解释。1)一次再流用Sn37Pb焊膏在Ni/Au镀层上再流时,Au和Ni溶解到钎料中的溶解行为与温度及Ni和Au在液态钎料中的溶解度有关。在少于1s的时间内,一般会有0.1μm厚的Au溶解到钎料中,考虑到Ni在熔融钎料中的低溶解度,把很薄的Ni层溶解几秒就会达到饱和。在随后的典型为60s的再流时间内,暴露的Ni会和液态钎料反应,生成Ni3Sn4金属间化合物。焊接温度开始冷却时,如果钎料中的Au超过凝固温度时的溶解度极限0.3wt%,针状的AuSn4就会形成,并且均匀分布在整个钎料体中。2)老化烘烤再沉积层并不是AuSn4IMC,而是Au0.5Ni0.5 Sn4或Au0.45Ni0.55Sn4(可用通式AuxNi1-xSn4表示)的三元金属间化金物,其中Ni取代了AuSn4相中的部分Au,Au0.5Ni0.5Sn4的组分对应于Ni在AuSn4中的溶解极限。透射电子显微镜(TEM)观察表明,Ni3Sn4层由相对较大的单一晶粒组成。而AuxNi1-xSn4层为纳米晶结构,其中有很多微小的孔洞,特别是在晶界处的微孔很多。研究认为:AuxNi1-xSn4层化合物和其组元间的固相反应所产生的体积减小,导致了这些微小孔洞的生成。这些微小孔洞的出现也解释了在弯曲和剪切测试中的脆性断裂。(Au,Ni)Sn4三元相在150℃时是很强的优先形成相,并且使AuSn4重新位于界面以捕获在界面处的Ni。在150℃下,Au在Sn37Pb固相中的溶解度约为0.2~0.3wt%。相比之下,150℃下Ni在Sn37Pb固相中的溶解度可以忽略。在150℃下的烘烤过程中,AuSn4中的Au溶解到Sn37Pb钎料中并达到其固溶度。由于Au在Sn37Pb中的扩散较快,因此Au能很容易到达界面并与Ni3Sn4中可用的Ni反应形成AuxNi1-xSn4。界面处Au的逸失又致使Au从钎料体中向界面扩散。3)二次再流如果烘烤后的焊点再一次再流,界面处再沉积的AuxNi1-xSn4快速溶解到钎料中。由于AuxNi1-xSn4在钎料熔点温度以上并不稳定,Au在熔化的Sn37Pb或纯Sn中的溶解度均大于10at%。当烘烤和再次再流重复进行后,AuxNi1-xSn4相也重复发生沉积和溶解,而Ni3Sn4层单调地增厚。每次经历烘烤和再流的循环后,界面处的AuxNi1-xSn4在烘烤过程中的再沉积会明显变得更慢、更少。这是因为:(1)增厚的Ni3Sn4层变成Ni通过Ni3Sn4层向AuxNi1-xSn4层扩散的阻挡层;(2)由于AuxNi1-xSn4的溶解,使钎料基体中的Ni、Au和Sn并不需要扩散到界面处与Ni反应,而是在钎料基体中与Ni反应并形成AuxNi1-xSn4。
四、Au脆的控制
随着电子产品用户服役时间的延长,钎料和焊盘界面AuxNi1-xSn4逐渐沉积,钎料和Ni/Au表面的连接变得越来越脆。Au镀层的厚度会逐渐减薄,直至钎料中Au的浓度达到其固溶度约0.3wt%。然而,虽然Au的固溶度随温度的降低而降低,但0.3wt%的固溶度尚不能抵消低温时AuxNi1-xSn4再沉积的驱动力。为抑制AuxNi1-xSn4相可将Ni或Ag添加到钎料基体中,少量的Ni添加到钎料中,可以避免AuxNi1-xSn4的再沉积。Ni原子和Sn反应生成焊点内的Ni3Sn4颗粒,使AuxNi1-xSn4减少。相似地,Cu添加到钎料中也有效地抑制了再沉积并防止了Au脆。在钎料中存在Cu时,界面金属间化合物的物相有所不同。以Sn3.5Ag0.7Cu钎料在Ni/Au涂层的界面金属间化合物为例,生成(Au,Ni)2Cu3Sn5四元金属间化合物,而不是Sn37Pb钎料在Ni/Au上时的Ni3Sn4和(Au,Ni)Sn4。在155℃下老化45天后,Sn3.5Ag0.7Cu在Ni/Au上的四元金属间化合物层只有4μm,而Sn37Pb在Ni/Au上的三元(Au,Ni)Sn4金属间化合物层为20μm。在高温(>240℃)下对焊点进行再回流,被证明能有效抑制在后续烘烤过程中钎料和焊盘界面处的AuxNi1-xSn4。高温再流使Ni和Cu溶解到钎料基体中并包围AuxNi1-xSn4。根据樊融融编著的现代电子装联工艺可靠性改编
本文地址: https://www.xsyiq.com/730.html
网站内容如侵犯了您的权益,请联系我们删除。